Hôm nay trời đẹp vl ^^
Ahihi

Hôm nay trời đẹp vl ^^
Ahihi
Các loại:
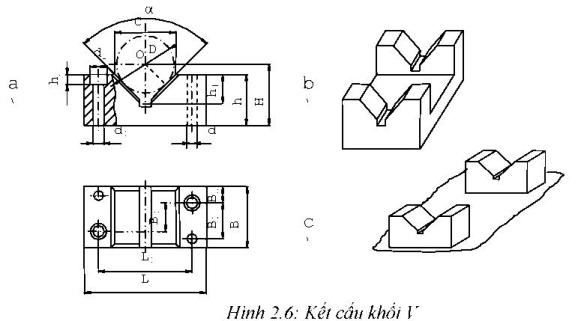
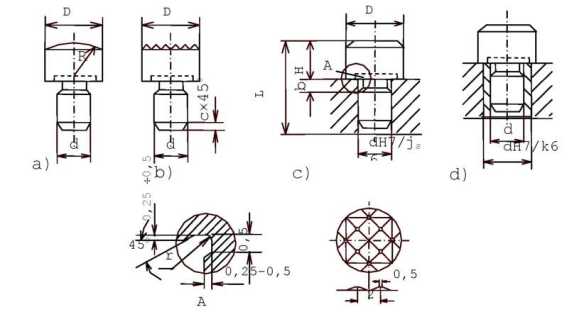
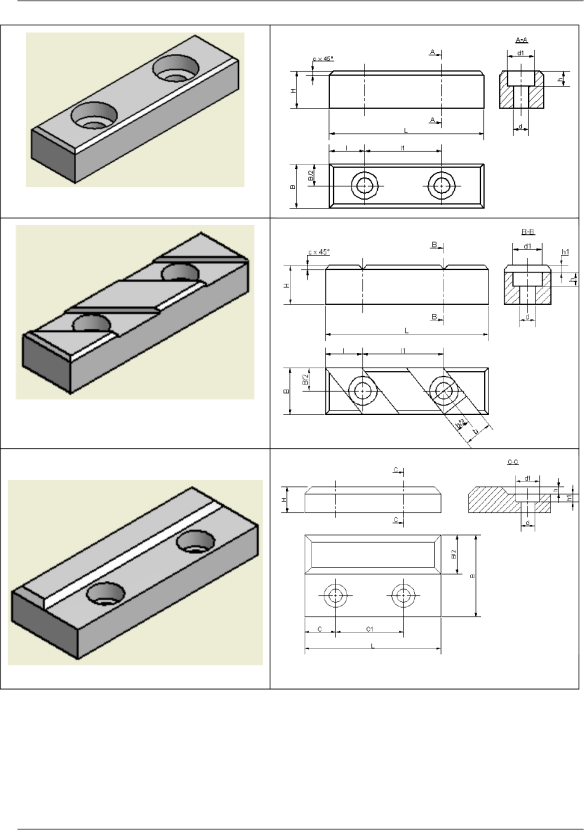
Khi cơ cấu định vị lấy chuẩn là mặt phẳng thì ta có thể dùng chốt tỳ và phiến tỳ
I – DÙNG CHỐT TỲ
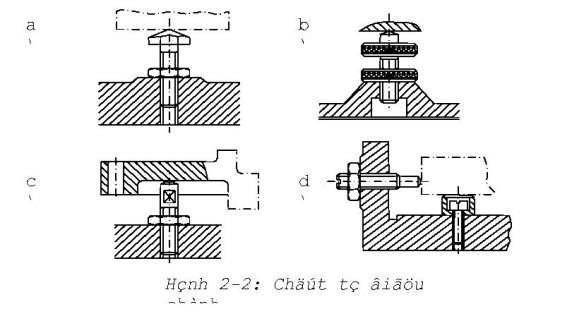
2. Dùng phiến tỳ
I – KHÁI NIỆM
Đồ gá là trang thiết bị dùng để xác định vị trí của chi tiết gia công so với dụng cụ cắt và kẹp chặt chi tiết làm cho nó không bị xê dịch ra khỏi vị trí đã định từ trước.
II – PHÂN LOẠI.
Dựa vào 4 đặc điểm để phân loại đồ gá:
I – THÉP HÓA TỐT
II – THÀNH PHẦN HÓA HỌC

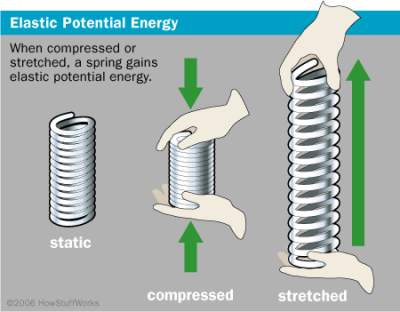
I – THÉP ĐÀN HỒI
II – THÀNH PHẦN HÓA HỌC
III – MỘT SỐ MÁC THÉP
65Mn, 60Si2
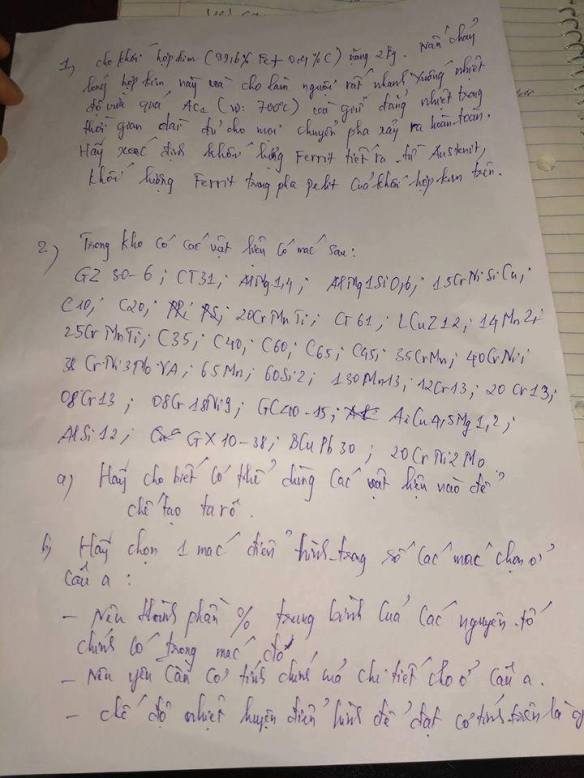
Câu 2: ^^
a. Chọn vật liệu chế tạo Taro
b. Chọn mác 40CrNi.
>>> Chúc các bạn thi tốt, see iu hè này! :3 ^^
I – LOẠI MÁC THỨ NHẤT (MÁC A)
CTxx
II – LOẠI MÁC THỨ HAI (MÁC B)
BCTxx
III – LOẠI MÁC THÉP THỨ BA (MÁC C)
CCTxx
Là tổng hợp mác A và mác B
Ví dụ: CCT38:
Thép làm khuôn có hai loại, làm khuôn nóng và làm khuôn nguội
I – THÉP LÀM KHUÔN NÓNG
II – THÉP LÀM KHUÔN NGUỘI
I – CÁC NGUYÊN TỐ TRONG THÉP GIÓ
II – CÁC MÁC THÉP GIÓ
